

The economical use of industrial catalysts in refinery and petrochemical plant production systems is becoming increasingly important in an era of dwindling resources and increasing environmental demands on manufacturing and product quality. Harmonised requirements across Europe and a global marketplace require specialised industry partners with high levels of experience and technology standards. T.I.M.E. Service is one of the largest companies in Europe specialising exclusively in the handling of catalysts in normal and nitrogen atmospheres for fixed bed and tubular reactors and has gained a highly respected international reputation as a result.

Services

Shutdown management
Production plants are constantly subject to necessary production optimisation processes, combined with increased quality requirements for the finished product. This requires efficient shutdown management with responsible partners to reduce production downtime while taking into account quality, safety, health and environmental aspects.
T.I.M.E. Service is at your service for all aspects of catalyst downtime. On the one hand, this concerns the core competencies in catalyst handling, including all subcontracted services that we deliver, organize and coordinate. On the other hand, there is the planning, coordination and optimization with the customer in the run-up to the shutdown, the daily comparison of work progress, the adjustment of performance according to the customer’s requirements and, last but not least, the continuous cost control during the shutdown – because time is money!
Overview:
T.I.M.E. service implementation:
- Planning & consulting
- Scope of services & budget planning
- Organization of materials: Inspection & storage of ceramic balls, internals, catalysts etc.
- Logistics and transport, goods receipt and dispatch of e.g. drums, containers, big bags
- Mechanical work: Repairs, welding and inspections
- Catalyst handling
- Dense loading / sock loading
Coordination of external services:
- Scaffolding
- Mechanical work: Opening the reactors, closing the reactors, bolt tensioning
- Nitrogen supply, hot stripping and rapid cooldown
- CO2 blasting and soda washing
- Cranes and hoists
- Catalyst sulphidation
- Catalyst regeneration/recycling

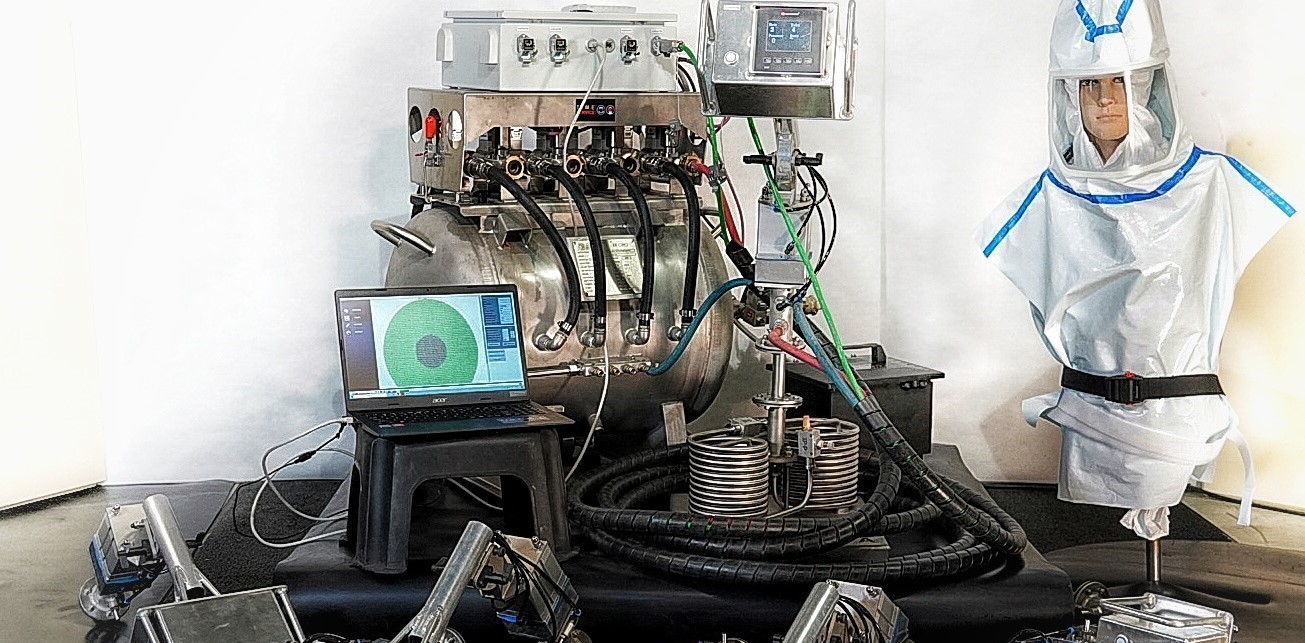
Mechanical work under N2
T.I.M.E. Service is a specialised service provider. We carry out mechanical work under inert conditions. Our spectrum ranges from repairs to the complete exchange of internals. Trained personnel and equipment are available for the assembly and disassembly of the internals. Welding on the internals is carried out by trained welders using all recognised welding methods. This service ensures efficient scheduling for plant conversions. T.I.M.E. Service co-ordinates the services to optimise turnaround time.
Overview:
-
Inspection of internals under N2 with the aid of the Life Support System and video documentation
-
Disassembly and assembly of internals under N2, e.g. scallops, centre pipes, quench boxes, cover plates
-
Repairs to inernals such as screens and grids, beams, distributor trays, transfer pipes
Fixed-bed reactors

Plant preparation
In consultation with our customers, we take over the project-related plant logistics (storage space, containers, scaffolding), define quality and safety measures and implement them. Preparatory metal work (positioning of the blind gaskets, opening of the reactor) is also part of our range of services.

Loading
Constantly necessary optimisation processes in production, combined with increased quality requirements for the finished product, require improved loading processes for catalytic reactors. Keeping the internals of a reactor in perfect condition and loading the catalyst exactly to specification will have a positive impact on your production results. Before loading, our reactor specialists check the condition of all built-in parts and only start the loading process after a positive result. Different loading methods such as Sock Loading or Dense Loading methods can be used depending on the reactor conditions. T.I.M.E. Service is the licence holder of PRO DENSE Technology.
Overview:
- Dedusting with Dedusting Hopper
Fresh catalyst material is subject to abrasion during transport, which collects at the bottom of the vessel and flows into the reactor during loading. We extract this dust via a dedusting hopper prior to loading to avoid any disruption to the production process.
- loading with Sock Loading
Sock loading involves the controlled introduction of catalysts and ceramic balls into the reactor using special needle felt or rubber charging hoses. Containers made of stainless steel are used as storage containers. The maximum drop height is less than 0.5 m. Free fall in the reactor is prevented by continuously shortening the loading hose.
- loading with Dense Loading
Dense loading is a suitable loading process for fixed bed reactors, primary reformers and cracking furnaces. T.I.M.E. Service uses its own internationally recognised process, the patented PRO DENSE loading process. However, T.I.M.E. Service is also licensed for all other known dense loading methods.
With Dense loading, 10-15% more catalyst is added to the reactor. This increases throughput, reactor running time and product quality. Our skilled operators achieve a uniform, high catalyst density with Dense Loading, eliminating channeling and hot spots.

Unloading
Non-regenerated catalysts are prone to exothermic reactions upon contact with ambient oxygen, which may arise upon opening the catalytic reactor. To avoid uncontrolled reactions, for primary ex-protection reasons, the reactor is filled with an inert gas (nitrogen) prior to opening so as to vent the catalyst safely. If an extraction of the catalyst is necessary due to plant conditions, closed vacuuming systems equipped with a nitrogen return are used for safety reasons. Safe technology allows the safe handling of non-regenerated catalysts with simultaneous, protective treatment of the contact.
Overview:
-
Unloading used catalysts by dumping them via dump nozzles on the reactor
-
Unloading of used catalysts by gentle vacuuming over the reactor head with high-performance vacuum systems incl. N2 recirculation.
-
Packaging of catalyst mass in UN-approved containers such as catalyst bins and steel drums
-
Use of a “black-grey cabin” when unloading and packing the catalyst into drums to avoid contamination and emissions.

Screening
T.I.M.E Service has various screening machines for the separation of catalyst, dust and ceramic material. All types and sizes of catalyst can be gently separated. We perform online screening for reactors that cannot be disconnected from the grid.
Disposal and regeneration of catalysts
After analysis of a removed catalyst, the result of the residual activity and the mechanical condition determines the possibility and type of further use.
Catalysts which, due to their nature and the low level of residual activity, can no longer be regenerated and used after the process, are fed into a metal recovery process. All product components are reused in the process. Metals can be returned to the smelting process and ceramic substrates can be used in road construction, for example. Depending on the type of catalyst, the costs of recycling are not incurred by the client, as they are refinanced from the proceeds of the recovered metals. We take care of all the organisation for you, including the necessary documentation.
Where appropriate, professional external regeneration by specialist companies is required to make catalysts fit for use again. For safety reasons, the remaining volatile hydrocarbons are first burned off in a process known as stripping, with the controlled addition of oxygen. A second purification step burns off the remaining carbon components and fractionates the catalyst to separate the reusable portion. The final analysis confirms to the customer that the material is suitable for re-use in the production process. Regeneration can be carried out during a turnaround, i.e. at a shutdown, or the regenerated catalyst can be used as a reserve for the next catalyst change. T.I.M.E. Service assists its clients in the selection of suitable and approved partner companies and organizes the necessary logistics.

Overview:
-
Turnaround regeneration
-
Regeneration used as a reserve quantity
-
Recycling of used catalytic converters of high quality
-
Burning coke and hydrocarbon fractions
-
Sieving of the coke and dust fractions
-
Recovery of high quality metal fractions
-
Disposal of unusable spent catalyst

Our service includes:
-
Sampling of the materials
-
Transport logistics in accordance with legal requirements
-
Carrying out legal formalities
Tubular reactors

Unloading
- Vacuuming
Vacuuming is the quickest and easiest solution, but in the majority of cases it does not have a cleaning effect. A suitably sized vacuuming system is required to minimize catalyst breakage for reuse.
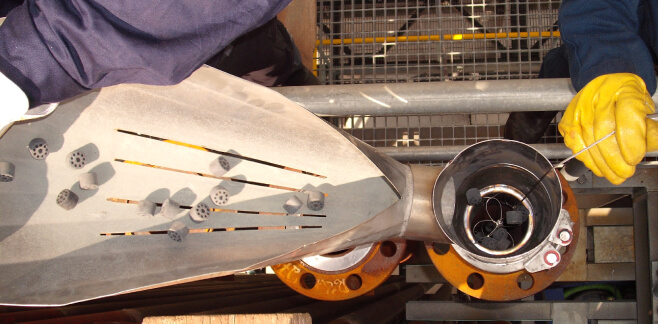
- Air Lancing
T.I.M.E. Service uses the Air Lancing System for tubular reactors with up to 36,000 tubes with an internal diameter of 25-50 mm and a length of up to 15 m. A high pressure spiral with a purpose designed nozzle is inserted into the catalyst tubes from the tube level. The high-pressure spiral transports air or nitrogen into the tube and the loose material is brought out together with the air or nitrogen.
The great advantage of air lancing is that there is no dust or build-up on the inside of the tubes after emptying and that the entire working area on the tube sheet is dust-free. Air Lancing is fast and can gently remove deposits using special nozzles. The reactor can be reloaded directly after the camera inspection or empty tube check.
- Fish Taping
Fish taping is an alternative for unloading long tubes with a smaller diameter (<25 mm). Tube bundles with stainless steel springs at the bottom are often opened from below to dump the catalyst material. In a process known as fish taping, our specialist personnel use a piercing wire to carefully loosen the material without damaging the inside of the tubes.
- Drilling
Depending on the process, blocked catalyst material may occur in tubular reactors and cannot be removed by simple vacuuming. At T.I.M.E. Service we use mechanical drilling equipment to carefully drill out the blocked catalyst. The flexible use of extensions allows it to be used in any tube length.

Cleaning
Brush cleaning
We use brushing machines for gentle cleaning of residual deposits in tubes. Depending on the type of tube bundle and the thickness of the deposits, we select the appropriate shafts and brushes from an extensive range of accessories. This prevents damage to the inner walls of the tubes.
Grid blasting
-
Cleaning the reactor tubes
-
Granulate blasting units with special nozzles
-
Used for corrosion problems in acrylic acid, ethylene oxide, aniline and maleic anhydride plants, etc.
Foam pigs
-
Foam pig balls or cylinders with different densities with or without abrasive material
-
High-pressure gun for removing residual dust after unloading or from other cleaning systems

Loading
Belt conveyors or vibration machines
Depending on the type of catalyst, the manufacturer’s specifications and the structural conditions of the tubular reactor, T.I.M.E. Service uses different loading systems. Depending on the type of catalyst and if there are different catalyst bulk materials in the individual tubes, either belt conveyors are used to load 8 parallel tubes or vibration machines are used to load 10 parallel tubes. Both technologies are designed for gentle handling and individual loading requirements, while saving time.
Priority is given to uniform loading of all tubes in a bundle. After loading, each tube must have the same volume, deltaP and density.

Loading of loose catalyst with multihead combination weigher
With the multihead combination weigher, unmixed catalyst can be weighed exactly to the required filling weight for filling tubular reactors. By using the multihead combination weigher, it is no longer necessary to pack the catalyst in plastic bags beforehand, thus avoiding the packaging waste that is usually generated. When using the multi-head combination weigher, the loading cartridges of the loading machines used are gently filled with the predefined catalyst weight at a filling station next to the reactor and then transported to the loading machines. Continuous weighing from 30 – 2000 grams, with a tolerance of +/- 1 gram, is easily possible with 50 – 55 weighing processes per minute. Larger weights of up to 5000 grams are also possible with a multiple discharge, whereby the cycle output is reduced accordingly.
Insert Loading
T.I.M.E. Service uses insert loading for the loading of tubular reactors by means of measuring tubes. This requires that each tube is loaded with only one type of catalyst. This is the case, for example, with ethylene oxide (EO) reactors.
With our improved loading technology, we are able to achieve precise loading heights without losses due to final vacuuming. The aim is to increase the volume in the tubes by 2 to 3%, achieve the prescribed fixed level in each tube and eliminate dP variations. This is achieved by active dedusting prior to loading, customised measuring tube design and loading speed.
The complete tube sheet is laid out with inserts whose specifications have been calculated in advance for the particular reactor and catalyst.
Pressure loss measurement
After the tubes have been emptied, we use our deltaP technology to check whether there is free flow or whether there are still deposits in the tube. After the loading work is finished, the pressure loss is measured again. If the pressure loss is the same in all tubes, this proves that uniform loading has been achieved. The variation in the reading should be less than 5%.
In the case of grade changes, deltaP measurements must be made for each individual catalyst layer.
We have multi-channel deltaP systems that can reliably measure even large bundles of tubes in a short time. Digital control systems record the tube level and ensure that no tube is missed.
Reformer+cracking furnaces

Unloading
Vacuuming the reformer tubes is the quickest and easiest solution. A suitably sized vacuuming system is required to minimise catalyst breakage in the event of reuse.

Video inspection
After emptying, a video inspection is carried out to check for residual catalyst, carbon build-up in the tubes and that the support grid is clear. The video recordings of the individual tubes are saved and made available if required.
CATNET loading
CATNET is an efficient, modern technology for the time saving, easy loading of reformer tubes with catalyst. This high quality method can be easily applied to tubes with an inside diameter of 70 to 300 mm. The possible reloading of individual tubes is avoided and valuable catalyst is saved. After loading, a deltaP measurement is taken to document the uniform density. Here it is crucial that each tube is filled with exactly the same quantity at the same speed.
Our CATNET loading technology guarantees an even and good loading result; you save up to 20% time, the pressure loss is about +/- ≤ 3%.